




1 / 5
Select suitable materials according to design requirements, typically steel or other alloys, to ensure the gear has adequate strength and wear resistance. Common materials include: 20CrMnTi, 45#, 40Cr, 20CrMo, 42CrMo, CuSn12, CuAl10Fe3 and Stainless Steel.

A. Selection of Equipment
B. Setting of cutting parameters: Reasonably set cutting speed and feed rate.
C. Safety operating procedures
D. Quality inspection: Check dimensional tolerances and surface quality.
Quenching: Gears are heated to a uniform temperature and then rapidly cooled in oil, water, or air to significantly increase hardness and strength.

High-Temperature Tempering: Reheated to 500-650°C to reduce internal stresses, improve brittleness, and adjust toughness for optimal mechanical properties.
In the initial machining phase, the gear blank undergoes turning and milling to shape the material closer to design specifications, removing excess material and establishing the fundamental outline.

To enhance hardness and wear resistance, treatments like carburizing quenching and high-frequency quenching are performed.

Carburizing: Diffusing carbon atoms into the surface layer followed by quenching hardens the surface while keeping the core ductile for durability under high loads.
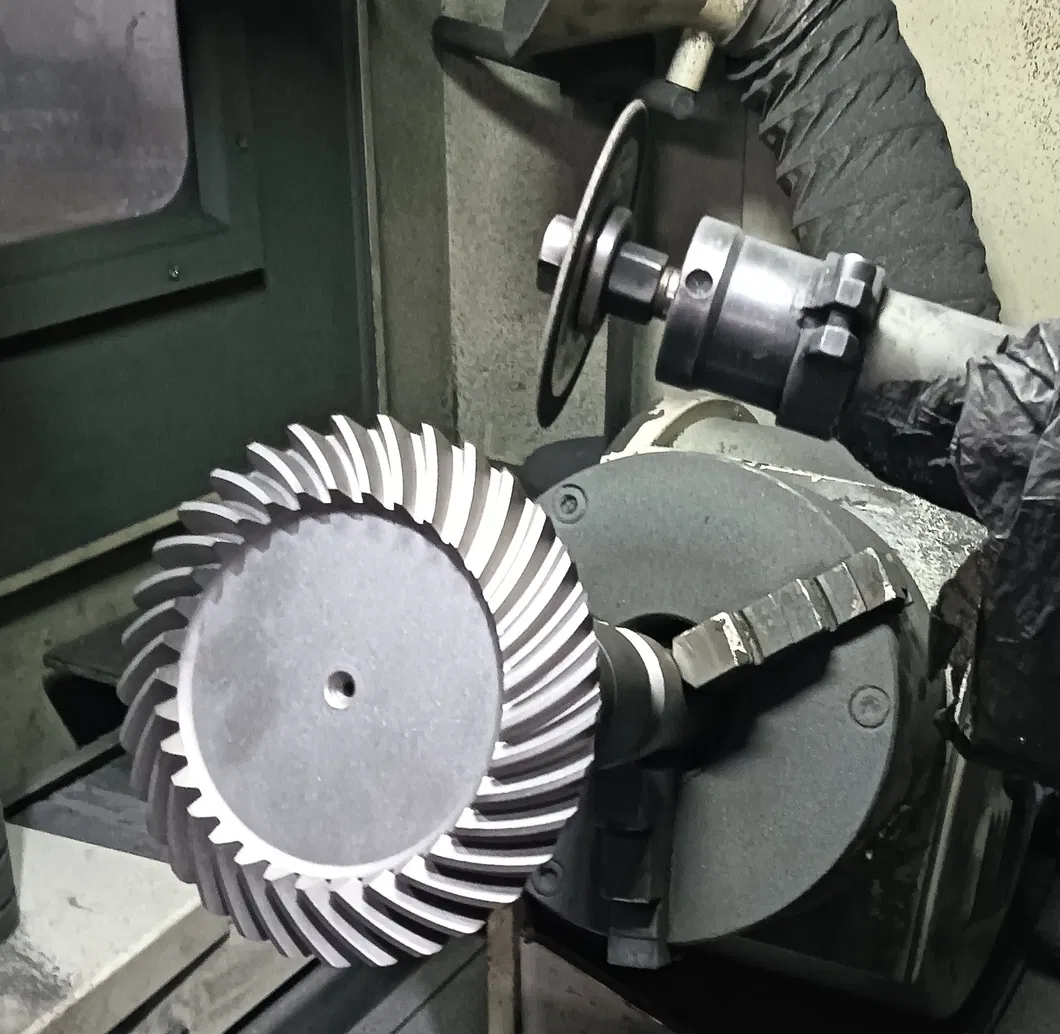
Enhancing geometric accuracy and surface quality. High-quality grinding helps reduce noise and improves transmission efficiency through better fitting accuracy.
Removing chips, oil stains, and impurities. This ensures the gear surface is free of contaminants, improving final assembly quality and reducing wear.

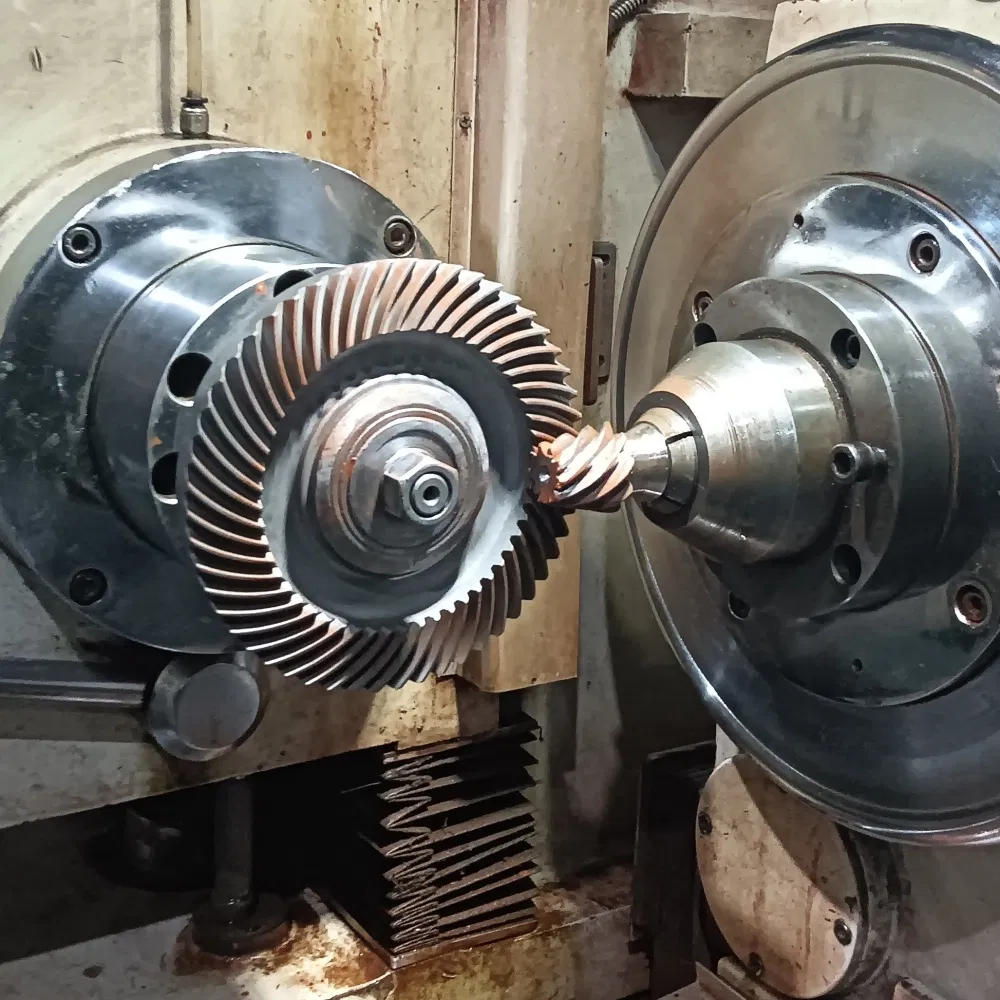
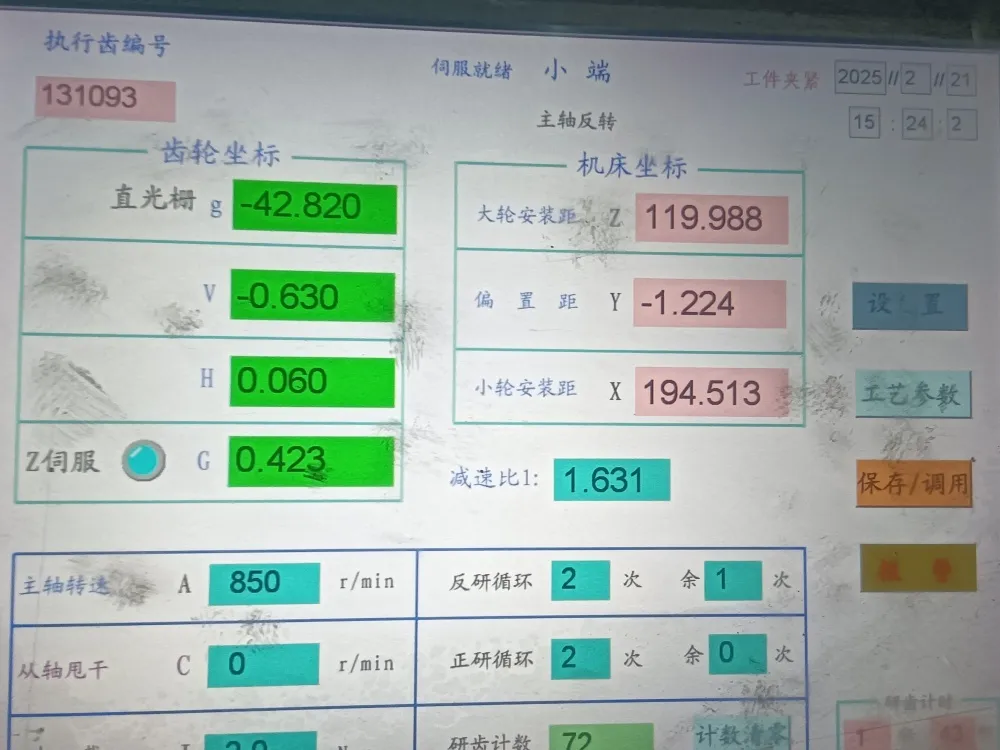
Main elements: Geometric dimensions, surface quality, mesh characteristics (contact spots, backlash), and dynamic performance (noise, vibration).
Gears are wrapped in rust-proof paper or film, fixed in customized foam or plastic molds, and placed in sturdy wooden boxes. Shipping is available via Couriers for samples, Air for small orders, and Sea for bulk shipments.



| Gear model | Customized gears according to provided drawings |
| Tolerance | +/- 0.005 mm |
| Material | 20CrMnTi / 20CrMnMo / 42CrMo / 45# / 40Cr / 20CrNi2MoA |
| Heat treatment | Carburizing / Tempering / Nitriding / Induction hardening |
| Hardness | 58-62HRC |
| MOQ | 20 Pcs |
| Accuracy | 5-9 class |
| Lead Time | 25 - 30 days |
With over 20 years of professional experience, we specialize in spur, helical, bevel, large forged gears, and gearboxes. Our vertical integration, including shares in heat treatment plants, ensures optimized cost control and high-quality output.










